En plus de la tourbillon extra plate deja annoncée (https://forumamontres.forumactif.com/t92560-richard-mille-ouvre-le-feu-sihh-2011-rm017-tourbillon-extra-plate?highlight=sihh), nous avons 2 nouveaux produits à attendre :
1) la RM029 avec Grande DateBoîtier tonneau - disponible en titane, or blanc ou or rose 18 carats.
La finalisation du processus de squelettisation de ce nouveau calibre a nécessité dix mois car il ne pouvait y avoir de compromis quant à la capacité du mouvement à résister aux chocs.
boîtier (48 mm x 39.70 mm x 12.60 mm) renferme un mouvement automatique avec grande date, inspiré de la RM 011 et équipé du rotor à géométrie variable.
Cette conception exclusive Richard Mille permet d’adapter le remontage automatique de la RM 029 au niveau d’activité de celui qui la porte. Les bras du rotor sont en titane grade 2, avec des ailettes en or blanc 18 carats ajustables selon 6 positions. Le segment est en or gris et les billes du roulement à billes sont en céramique pour une meilleure durabilité.
La platine, les ponts et le coq en titane grade 5 et le revêtement Titalyt® confèrent une grande rigidité et une excellente planéité aux surfaces, essentielles au fonctionnement parfait du train d’engrenage. Le pont de réserve de marche est traité PVD noir.
L’élimination des problèmes dus aux chocs externes a fait l’objet d’une attention particulière. Ainsi, l’axe du balancier est équipé d’un Incabloc aux deux extrémités : côté cadran et côté mouvement. Le calibre RMAS7, qui comprend 32 rubis et a une fréquence de 4Hz, a été conçu pour offrir d’exceptionnelles propriétés chronométriques.
le cercle d’emboîtage est supprimé et le mouvement est fixé au châssis au moyen de 4 vis en titane et de silentblocs (ISO SW). Ceci met en évidence l’absence de compromis sur la qualité de réalisation.
Le boîtier de la RM 029 nécessite 47 opérations d’étampage dont 21 de frappe, 4h d’usinage et 255 opérations de fraisage. Une journée est nécessaire pour la terminaison.
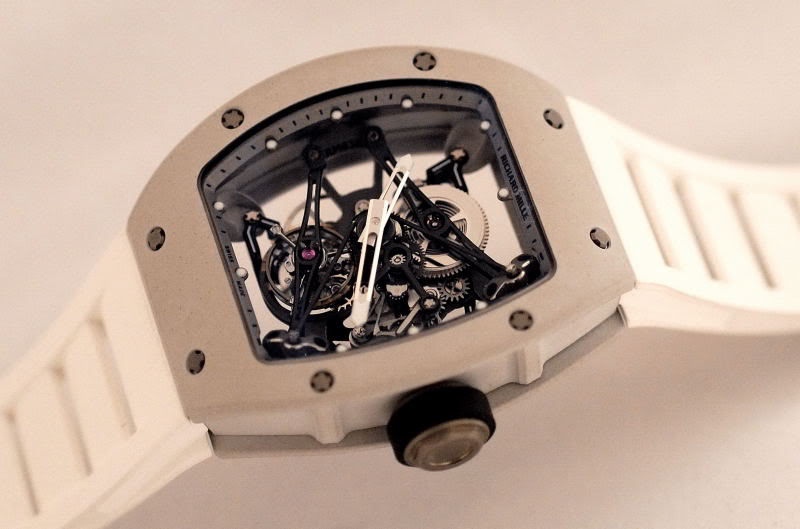
 2) RM30
2) RM30Boîtier tonneau - disponible en titane, or blanc ou or rose 18 carats.
A l’intérieur du boîtier de la RM 030 bat le nouveau calibre RMAR1.
Le rotor, source d’énergie pour les montres automatiques, soumet le mouvement à de fortes contraintes et notamment le barillet lors des phases d’armage. Lorsque le ressort de barillet est complètement tendu, il faut faire en sorte de limiter sa surtension. Pour éviter cette contrainte dommageable, l’on utilise traditionnellement un système de bride glissante qui intervient à la limite de la résistance du ressort. Cependant, ce système traditionnel n’empêche pas l’accumulation de débris à l’intérieur du barillet lorsque le rebord libère l’excès d’énergie pendant de longues périodes de remontage excessif, particulièrement dans le cas d’une personne très active. A terme, cela peut nuire sérieusement aux performances chronométriques.
Pour éviter toute tension liée au remontage, Richard Mille a imaginé et développé pendant quatre ans un rotor ayant la capacité de débrayer automatiquement, se désolidarisant ainsi du mécanisme de remontage lorsque le ressort est idéalement tendu.
Il est possible de vérifier ces phases grâce à un indicateur de remontage situé à 12h, qui permet de toujours savoir si le rotor est en fonctionnement (on) ou bien débrayé (off).
Le boîtier de la RM 030, (50mm x 42.70mm x 13.95 mm)
Les bras du rotor sont en titane grade 2, avec des ailettes en or blanc 18 carats ajustables selon 6 positions.
Le segment est en or gris et les billes du roulement à billes sont en céramique pour une meilleure durabilité.
La platine, les ponts et le coq sont en titane grade 5 avec revêtement Titalyt® et PVD.
Le boîtier de la RM 030 nécessite 86 opérations d’étampage dont 49 de frappe sur les trois composants principaux (lunette, carrure, fond) avant de procéder à la coupe et au fraisage. L’usinage nécessite 20 heures de réglage des machines et 30 heures de programmation pour un kit.
Le boîtier nu requiert plus de 255 opérations d’usinage et la phase de terminaison demande 5 heures de satinage et de polissage. Un centre d’usinage 5 axes (machine ultra perfectionnée) permet de réaliser la forme complexe de la boîte. Pour chaque boîtier usiné, il faut compter 45 minutes, et ce, uniquement pour la gravure en positif du nom “Richard Mille”.






 Le summum du luxe au plus fortunés n'a pas de prix
Le summum du luxe au plus fortunés n'a pas de prix