MA VISITE CHEZ PARMIGIANI A FLEURIER
Bonjour tout le monde,
Au cours du mois d’avril, j’ai eu la chance de passer trois jours à Fleurier dans le canton de Neuchâtel pour visiter la manufacture Parmigiani. Le but de ce post est de rendre compte de ma visite et de vous présenter le travail et le savoir-faire nécessaires à la fabrication d’une montre.

Avant d’aller plus loin, je voudrais remercier M. Parmigiani, J.-M. Jacot, B. Conrath, M. Cito, et tout le personnel de la manufacture qui ont fait de cette visite un vrai moment de pur bonheur horloger. Tout au long de mon séjour, j’ai été impressionné par leur accueil, leur disponibilité et leur motivation. Sans eux, rien de tout ce qui suit ne serait possible.
Dans ma présentation, j’ai essayé de respecter un ordre chronologique et de donner le plus d’explications possible. Je tiens cependant à préciser que toutes les erreurs, approximations ou omissions sont de mon fait et nullement du leur. Tous les commentaires qui permettraient d’améliorer mon texte sont évidemment les bienvenus.
Pour commencer il faut savoir que le groupe horloger de la Fondation de Famille Sandoz auquel appartient Parmigiani est divisé en 6 entités :

Toutes sont autonomes et si les 5 « doigts » de la main sont essentiellement au service de la « paume » occupée par la marque Parmigiani elle-même, il n’empêche que chacune des entités travaille pour d’autres clients. Entre autres exemples, Vaucher Manufacture fournit des mouvements à Richard Mille, et a fabriqué le tourbillon Tiffany.
Je n’ai malheureusement pas eu le temps de tout visiter, et je ne parlerai donc que de Parmigiani, Vaucher et Quadrance & Habillage. Le côté positif est que cela me fait autant de raisons de revenir à Fleurier…

Pour ma visite chez Quadrance & Habillage, voir
ici.
CONCEPTION D’UN MOUVEMENTDESIGN (PARMIGIANI)A la base d’un mouvement, il y a aussi l’idée d’une montre à laquelle il faut essayer de donner forme. La fabrication d’une montre débute donc par son design : boîtier, cadran, aiguilles, découpe, squelletage ou mise en couleur des ponts, tout est étudié à ce stade – même la place des vis. Le travail des designers passe par des étapes successives : croquis, illustration 2D, modélisation 3D.
Dès le départ, le travail se fait dans une logique de projet impliquant tous les acteurs qui seront concernés lors des étapes successives de développement et de fabrication de la montre. Le design tient donc compte du pointage et de l’empierrage du mouvement qui sera utilisé p.e. Au gré des commentaires des uns et des autres, une version finale se dégage peu à peu et une fois les différents dessins validés, on crée une « cire », c’est-à-dire un modèle en une sorte de polymère, qui, avec l’adjonction d’un faux cadran et d’un bracelet permet de donner une bonne idée du l’apparence de la montre (ici la nouvelle Atalante – la cire est à gauche, le modèle de droite est possède lui un « vrai » boîtier métallique) :

Pour comparer le rendu de ces deux prototypes, le modèle final est celui-ci :

Pas très loin de chez Parmigiani se trouve le tout nouveau building de Vaucher Manufacture. J’y ai passé une journée entière dont je vais essayer de vous rendre compte.
 BUREAU TECHNIQUE (VAUCHER)
BUREAU TECHNIQUE (VAUCHER)Le bureau technique de Vaucher Manufacture s’occupe du développement des nouveaux mouvements. Sa mission première est de concevoir un calibre qui fonctionne de manière fiable, puisse être produit et soit esthétique. Malgré ce dernier critère, il n’y a pas de designer dans le bureau technique : l’aspect cosmétique du mouvement est du seul ressort du client.

La première chose à faire est d’essayer de comprendre ce que ce dernier veut. Pour cela, on se base sur un cahier des charges qui sera plus ou moins précis selon les cas. Comme pour le travail de développement du mouvement se fait selon une logique de projet. L’idée est encore et toujours d’impliquer toutes les acteurs afin de gagner un temps précieux par la suite en évitant d’éventuelles impasses. La création d’un mouvement implique entre 5 et 25 personnes au gré des étapes et prend plus ou moins 1 an.
Le travail débute par la pose du ou des barillets et du balancier. C’est ce qui prend le plus de temps. Le reste du mouvement n’est pas facile pour autant : au centre, il faut pouvoir maîtriser la hauteur due à la superposition des différents éléments.

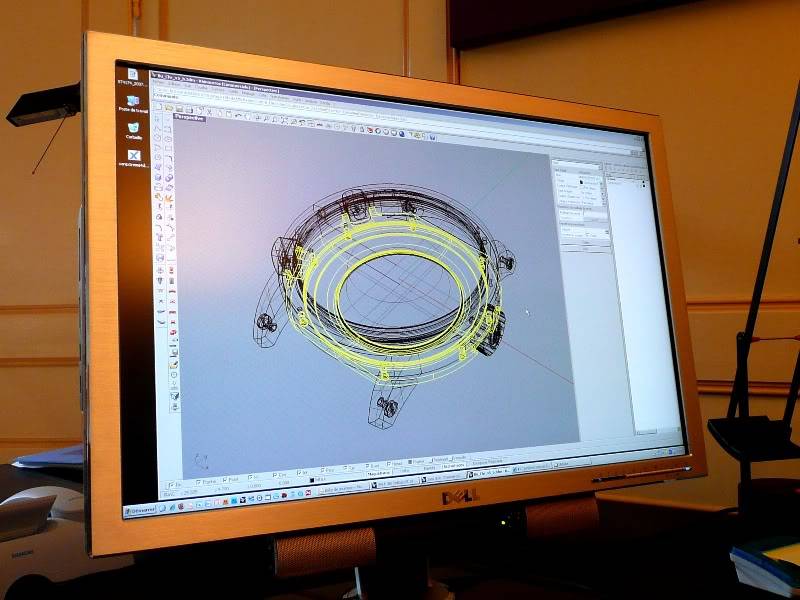
La 3D est indispensable : les programmes permettent aujourd’hui donner des vues en surface et en coupe, de calculer le travail de deux pièces ensemble (pas encore de l’entièreté d’un mouvement, la puissance de calcul disponible n’y suffirait pas), ou la résistance des différents composants en fonction des matériaux utilisés. Le but final est de livrer un plan avec toutes les cotes, tolérances incluses afin de pouvoir industrialiser le mouvement.
PROTOTYPIE (VAUCHER)Comme son nom l’indique, ce département produit les prototypes de mouvement sur base des plans fournis par le bureau technique. Cela passe par la fabrication de toutes les pièces et accessoires. Pour cela plusieurs machines et procédés seront utilisés.
DécolletageLe décolletage est la production de pièces cylindriques (axe, pivot, roue, engrenage, vis, balancier, etc.) à partir de barres métalliques. Ici une décolleteuse Elwin avec des commandes numériques.

La machine est capable de travailler 24h sur 24 avec une précision de 2 microns – l’immense barillet en arrière-plan se chargeant de l’alimenter en barres de 2 mm de diamètre sur 3m de long. En prototypie, le temps de préparation de la machine (6 heures) est souvent plus long que son temps de production (2 heures) puisque elle fonctionne par famille de pièce et que la production ne se fait pas en grande quantité.
En parlant des pièces, voici un aperçu de ce qu’une décolleteuse peut faire :

La dernière pièce à droite sur la photo du bas est une goupille dont le diamètre est de 0,3 mm +/- 2 microns – mesure à l’appui :
 Electroérosion à fil
Electroérosion à filL’électoérosion à fil permet de découper des pièces dans des plaquettes de métal. Le fil est passé à travers la plaque (voir les trous d’enfilage sur la photo ci-dessous) et un courant électrique va passer au travers.
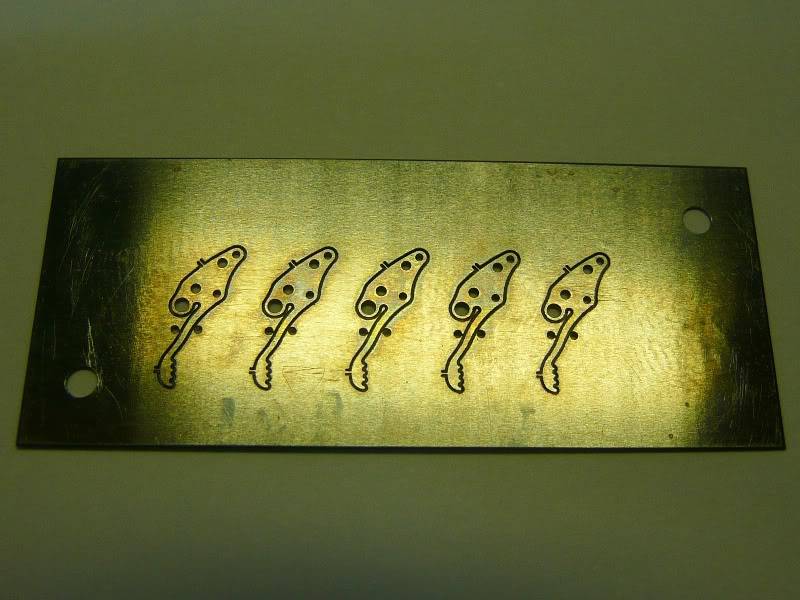
Au contact de la pièce à découper, il se produira une étincelle qui « grignotera » la matière. Si nécessaire, plusieurs passages seront effectués pour avoir la meilleure découpe possible. La précision du travail est ici aussi de +/- 2 microns.
Le fil, avant :

Et après :
 Machine à tailler les dentures
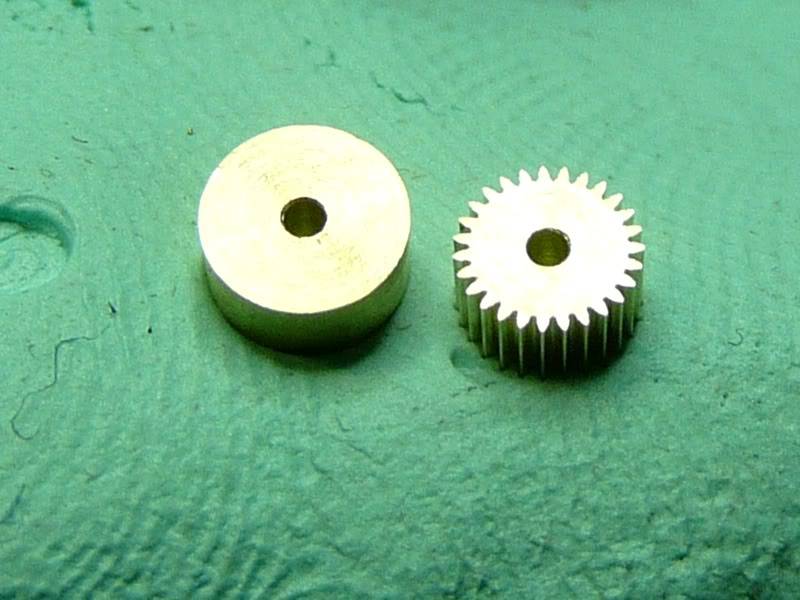
Machine à tailler les denturesSi la décolleteuse est capable de tarauder une vis, elle ne peut pas tailler les dents du rouage. Il faut donc une machine spéciale pour cela :

Voici un exemple du travail qu’elle est capable de faire – les cote de la pièce sont 0,51 mm de diamètre « hors-tout » et 0,26 mm de diamètre à « fond de dent ».
 Travail à l’unité
Travail à l’unitéC’est ici que d’ingénieux esprits fabriquent les prototypes des différents outils nécessaires à la production des mouvements. Ceci inclut les bases pour le posage des mouvements, les potences, les gabarits pour le contrôle des pièces, les boites de transport, etc. Si nécessaire, ils font aussi les retouches sur les pièces difficiles comme un pont de tourbillon.
 Production courante
Production couranteQuand on parle de la production courante, les capacités de l’atelier de prototypie ne suffiraient évidemment pas à alimenter Vaucher. C’est pourquoi tous les composants primaires que nous avons vu dans cette section sont produits chez Atokalpa.
LABORATOIRE HORLOGER (VAUCHER)Ce département joue un rôle clef dans le développement des mouvements puisque son but est d’éviter tout retour au SAV ayant pour cause le fonctionnement même du calibre. On y retrouve des inégnieurs, des chimistes, des physiciens, et des horlogers aussi, qui vont travailler dans différentes directions :
- Ils font de la recherche appliquée pour comprendre les nouvelles techonologies et le rôle qu’elles pourraient jouer dans l’horlogerie en général, et chez Vaucher en particulier.
- Lors du développement de nouveaux mouvements, ils participent au projet pour vérifier le caractère réaliste, et réalisable, des nouvelles idées, des nouveaux concepts.
- Ils valident aussi les prototypes : cotes, jeux, ébats, ergonomie, fiabilité, durabilité, etc.
- Et qualifient le produit final livré par la production via une batterie de tests : chocs, température, humidité, vieillissement, etc.
- Enfin, ils travaillent à l’amélioration continue en lien avec le SAV en analysant des statistiques de pannes pour mieux connaitres les défauts de conception ou de fabrication et y remédier ; là aussi une série de tests seront nécessaires avant de valider et de libérer une modification.
Cette machine permet de mesurer le coupe qui s’exerce sur la roue des secondes pour connaître le couple perdu dans le mouvement depuis le barillet :
 BUREAU DES MÉTHODES (VAUCHER)
BUREAU DES MÉTHODES (VAUCHER) Le projet touche ici à sa fin : le bureau des méthodes s’occupe principalement de la partie documentaire et fait le lien entre le développement et la production des mouvements. Il va créer tout les plans techniques avec les cotes, écrire les procédures pour chacune des opérations jusqu’à l’emboîtage, lister les outils et les pièces nécessaires, maintenir une nomenclature claire de tous les composants existant, gérer les archives, etc.
C’est dans le bureau des méthodes que l’on va définir par exemple comment produire les ponts et platines sur base des rondelles de maillechort qui sont utilisées dans les CNC. En bas à gauche, la pièce brute fraisée (2 ponts par rondelle) ; en bas au centre, la pièce travaillé une deuxième fois pour faire l’arrière ; en haut au centre, la pièce telle qu’elle est usinée pour Parmigaini Fleurier ; à droite, le pont final recto et verso.
 PRODUCTION DES MOUVEMENTSDECOUPE DES PONTS ET PLATINES A LA CNC
PRODUCTION DES MOUVEMENTSDECOUPE DES PONTS ET PLATINES A LA CNCTout débute avec la découpe des ponts et des platine avec des machines CNC – ici une partie du parc des machines de Vaucher :

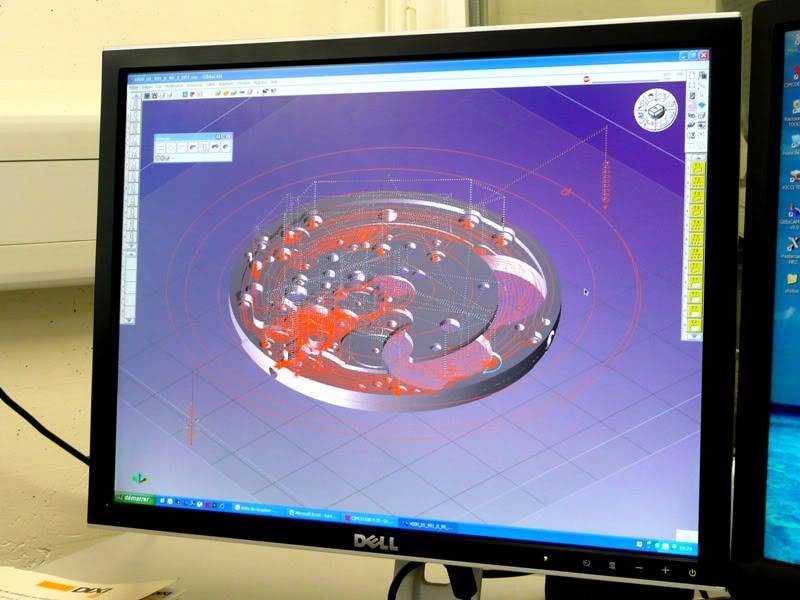
L’unité de base est la rondelle en maillechort vue plus haut. Les machines sont dirigées par ordinateur. Ce dernier calcule le meilleur trajet des outils pour découper, percer, chanfreiner les différentes parties :
Le travail se fait avec une précision de +/- 3 microns. Il s’agit de livrer la pièce la meilleure pièce possible pour que le travail de décoration manuelle puisse se faire. C’est pour cela que les opérateurs CNC contrôlent sans cesse leur production pour s’assurer de sa qualité.
 ANGLAGE
ANGLAGEAu gré de ma visite, il fallait bien que je passe par ce département…

Les angles sont déjà faits par les machines mais leur finition n’est pas optimale – c’est d’autant plus marqué pour les angles rentrants. Il faut donc vider le surplus de matière qui encombre l’angle pour lui donner sa forme définitive.

Ici, le travail ne se fait plus selon les plans techniques en fonction de cotes et de tolérances en microns. C’est un travail manuel, au feeling, qui demande beaucoup de pratique. Outre les limes, on peut utiliser du papier de verre autocollant mais avec attention car, posé sur un matériau souple, il a tendance à arrondir les surfaces.

Quand l’angle est fini, il faut encore le polir à la gomme de plus en plus fine, avec ou sans pâte pour lui donner son éclat :
 COTES DE GENEVE
COTES DE GENEVEAutre élément important de la décoration d’un mouvement, ce sont les côtes de Genève. Celles-ci se font avec l’aide de cette machine dont le bras s’articule selon deux axes. Le travail du technicien est d’abord et avant-tout de déterminer les paramètres (degré d’inclinaison dans les deux axes, intervalle, début et fin de section, vitesse de rotation, etc.) qu’il devra encoder pour produire les meilleures côtes possible en fonction de la pièce, du matériau et de l’effet recherché.

Une fois tout cela validé, il faut encore surveiller le fonctionnement de la machine. Un des points cruciaux sera le choix des abrasifs et leur remplacement en cours de production. C’est de tous ces paramètres que dépend la qualité des côtes de Genève.
Avant :

Après :

La couleur verte que vous voyez sur les gravures est ce qu’on appelle de l’épargne. Je vous expliquerai de quoi il en retourne exactement dans le point sur la galvanoplastie.
PERLAGELe perlage est un autre motif décoratif que l’on utilise beaucoup en horlogerie. Ici aussi c’est le geste de l’opérateur qui fera toute la différence. Son but est de placer à intervalle régulier des perles en visant le centre de la perle précédente. Ici aussi, il faut faire attention au matériel car à la longue les perles seront de plus en plus brillantes ce qui ruinerait l’effet recherché.
 GALVANOPLASTIE
GALVANOPLASTIELa galvanoplastie permet de déposer des métaux (or, rhodium, etc.) en suspension dans un liquide sur une pièce en utilisant un courant électrique. Elle permet d’embellir mais aussi de protéger la pièce. Elle intervient en fin de parcours quand toutes les surfaces sont traitées.
Le trajet d’une platine ou d’un pont au sein de la manufacture se fait comme suit :
- pièce brute sortie de CNC
- surfaces sablées pour les adoucir, flancs étirés, trous ébavurés et chanfreinés
- gravure
- anglage
- première galvano-plastie dite « de fond de gravure »
- côtes de Genève, perlage, et autres motifs décoratifs
- deuxième galvano-plastie dite « de finition »

Les ponts ci-dessus sont des protos – donc pas exempts de défauts - avec différents essais de traitement.
L’épargne est une protection que l’on met sur les gravures et surfaces qui ont subi une première galvanoplastie. Elle les protégera lors de la deuxième galvanoplastie, empêchant la première « trempe » d’être recouverte par la nouvelle couleur. Dans ce cas-ci, vous avez pu voir comme le surplus d’épargne a été enlevé lors de la gravure des côtes de Genève, laissant un dessin impeccable.
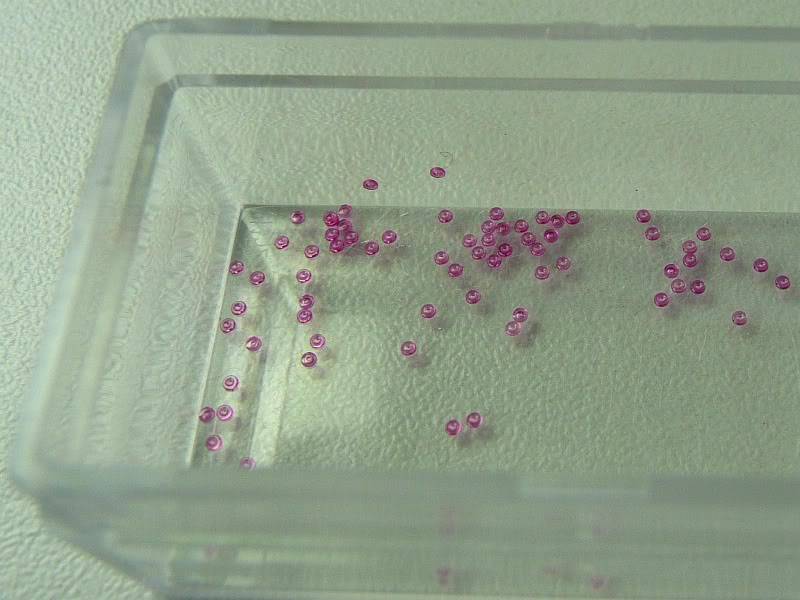
PRE-ASSEMBLAGE HORLOGER (T0)Je n’ai malheureusement pas de photos de cette étape, ni de la suivante. Ici, il s’agit de préparer les « kits » qui permettront aux horlogers de monter les mouvements. On rassemble donc les ponts, platines, tenons, goupilles, vis et pied-vis, etc. Ce travail dépasse la simple répartition de pièce en fonction de leur destination puisqu’on y chasse manuellement, à la potence, les roulements à billes dans les rotors, les rubis dans les platines et les ponts, les roues d’échappement sur leur pignon, etc. Tout cela demande beaucoup de précision et de patience puisque ce travail se fait dans les mêmes tolérances que partout ailleurs : quelques microns.
Une photo quand même, quelques rubis qui attendent patiemment de trouver leur place dans un pont :
 ASSEMBLAGE DES MOUVEMENTS (T1)
ASSEMBLAGE DES MOUVEMENTS (T1)Pas plus de photos de cette partie. Le travail se fait en « partie brisée » : l’horloger y monte toujours les mêmes pièces dans le mouvement. On n’est cependant pas dans une logique de travail à la chaine, puisque chacun a son établi. On parle d’achevage pour la mise en place des rouages et le réglage de l’échappement ; ou de terminaison pour la pose des modules.
C’est ici que prend fin ma visite de Vaucher Manufacture. Mais pas de panique, l’aventure se poursuit chez Parmigiani pour l’emboîtage.
EMBOîTAGE D’UNE KALPA HEBDOMADAIREL’EMBOÎTAGE PROPREMENT DIT (T2/PARMIGIANI)Nous allons suivre l’emboîtage d’une Kalpa Hebdomadaire « Calandre » :

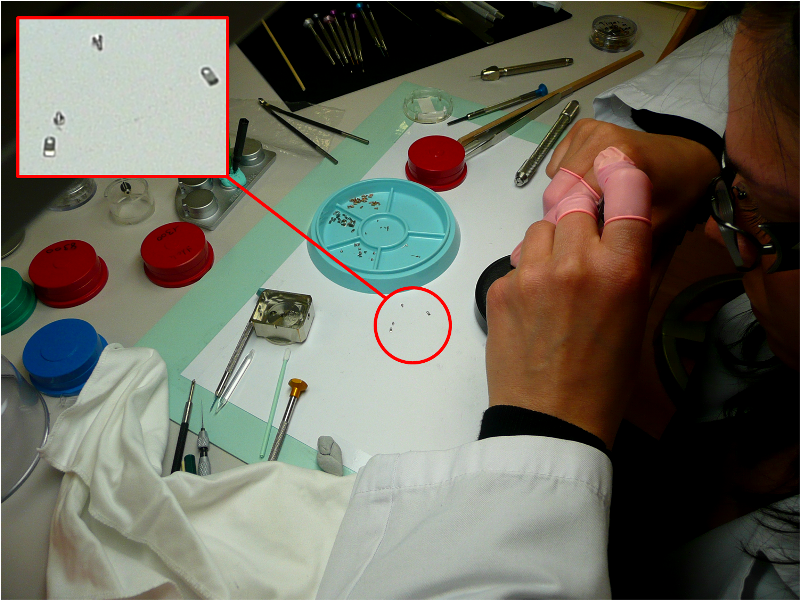
Les horlogers de Parmigiani reçoivent un « kit » complet comprenant le mouvement déjà monté, le cadran, les aiguilles, la boite et tous les autres composants nécessaires. On notera la petitesse des pièces contenues dans l’éprouvette en bas à droite de la photo.

Autres pièces minuscules, les vis pour les pieds du cadran.

Première étape : on nettoie le mouvement coté cadran au rodico pour pouvoir fixer ce dernier.

Une fois qu’il a été fixé, on va chasser les différentes aiguilles et d’abord celle de réserve de marche. Pour correctement positionner celle-ci, l’horloger va armer le barillet au maximum avant de la fixer sur l’axe. Ceci fait, le mouvement sera totalement désarmé pour vérifier que la course de l’aiguille est correcte.

On peut s’attaquer à l’aguille des heures et des minutes. Ici, pour assurer le positionnement correct de ces dernières, l’horloger va mettre la montre « à l’heure » pour chercher le saut de la date qui doit se produire à minuit pile. La pose se fera à l’aide d’une potence.

La petite seconde sera plus récalcitrante : il faudra la réaléser à la main pour pouvoir la fixer correctement. Comme lors de tout l’emboîtage, les gestes se jouent à peu de chose près : s’il ne faut pas forcer quand on chasse l’aiguille, à trop l’équarrir, elle ne va tout simplement pas tenir longtemps sur son axe.

Le cadran est nettoyé au rodico et à la benzine pour enlever toutes les traces de manipulation avant de procéder à l’emboîtage.

Maintenant que le mouvement et le cadran sont dans le boitier, il faut placer la couronne et sa tige. Une fois coupée à bonne longueur, la tige sera biseautée à la lime car le filetage en or de la couronne est tendre et il ne faut pas l’abimer.

Une fois ceci fini, l’horloger va fixer le mouvement dans la boîte en utilisant de minuscules brides.
La dernière étape est celle de la pose et du vissage du fond.
 LE CONTRÔLE DE QUALITE (T3/PARMIGIANI)
LE CONTRÔLE DE QUALITE (T3/PARMIGIANI)Une fois emboîtée, la montre va subir différents contrôles esthétiques et fonctionnels. Je vais surtout m’intéresser à ces derniers.

Le tout premier test, effectué dans la salle même ou a eu lieu l’emboîtage, concerne l’étanchéité de la montre. Une fois sous cloche, elle est soumise successivement à une surpression de 4 bars, puis de 3 bars et à une dépression de 0,5 bars. Cette dernière phase permet de vérifier que la glace ne sautera pas. A chaque étape, l’appareil va mesurer la déformation en micron que subit le boitier de la montre. L’absence de déformation trahirait une absence d’étanchéité.


Pour les tests de régularité, la montre va être mise dans une machine qui simule les mouvements de poignet du porteur durant 12 heures.

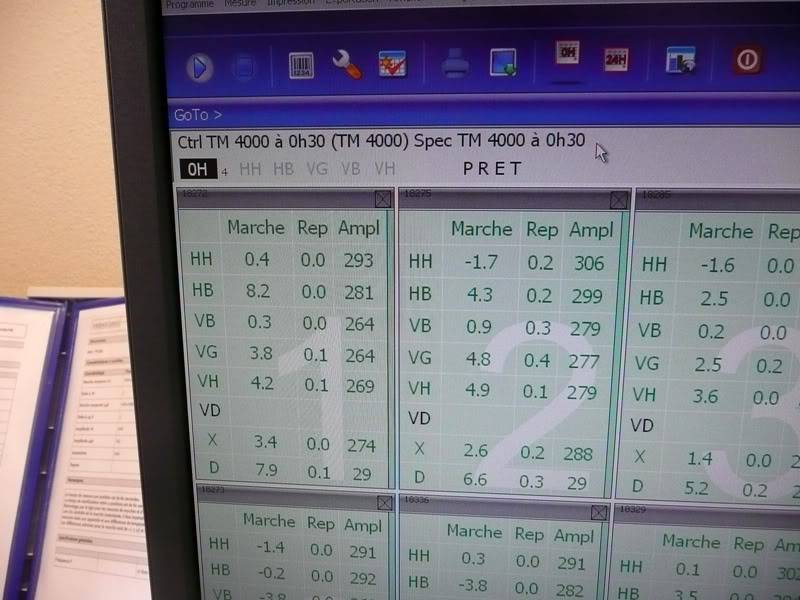
Ensuite, les montres vont être testées dans 5 positions en début et au milieu de la réserve de marche. La tolérance moyenne sur les 5 positions pour l’Hebdomadaire est de :
- 1 heure de marche : -5/+15 secondes
- 96 heures de marche : -10/+15 secondes

Avec les résultats :
En cas de succès, il ne reste plus aux montres qu’à recevoir leur bracelet et leur packaging avant d’être livrée à votre AD favori.
Bon, et bien c’est ici que prend fin ce post. Un autre suivra d’ici peu sur la fabrication des cadrans. Pour le reste, je dirais que Parmigiani est une manufacture à déguster sans modération aucune… Preuve à l’appui !

Nic

las











 Sans doute un des meilleurs compte rendue que j'ai lu.
Sans doute un des meilleurs compte rendue que j'ai lu.


 &
&  las
las
